Көптөгөн суроо-талаптардан кийин мен азыр бул веб-сайтка Magnabend борборсуз шарнирлеринин деталдуу чиймелерин кошуп жатам.
Сураныч, бул шарнирлерди бир жолку машина үчүн жасоо өтө кыйын экенин эске алыңыз.
Илгичтин негизги бөлүктөрү так куюуну (мисалы, инвестициялык процесс менен) же NC ыкмалары менен иштетүүнү талап кылат.
Хоббиисттер бул шарнирди жасоого аракет кылбашы керек.
Бирок, өндүрүүчүлөр бул чиймелер абдан пайдалуу болушу мүмкүн.
(Толук сыпаттаманы жана чиймелерди бул жерден караңыз).
Magnabend CENTRELESS COMPOUND HINGE мырза Джефф Фентон тарабынан ойлоп табылган жана ал көптөгөн өлкөлөрдө патенттелген.(Патенттердин мөөнөтү бүттү).
Бул илмектердин конструкциясы Magnabend машинасын толугу менен ачык кылууга мүмкүндүк берет.
Ийилүүчү нур виртуалдык огтун айланасында, адатта, машинанын жумушчу бетинен бир аз жогору турат жана нур толугу менен 180 градус айлануу аркылуу термелип турат.
Төмөндөгү чиймелерде жана сүрөттөрдө бир гана шарнирдин жыйындысы көрсөтүлгөн.Бирок, шарнир огун аныктоо үчүн, жок дегенде, 2 шарнир жыйындысы орнотулушу керек.
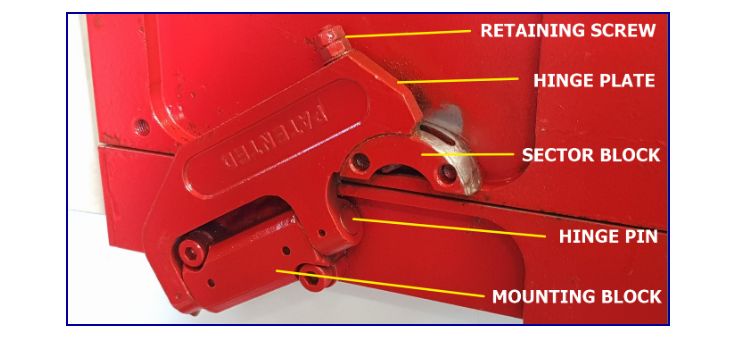
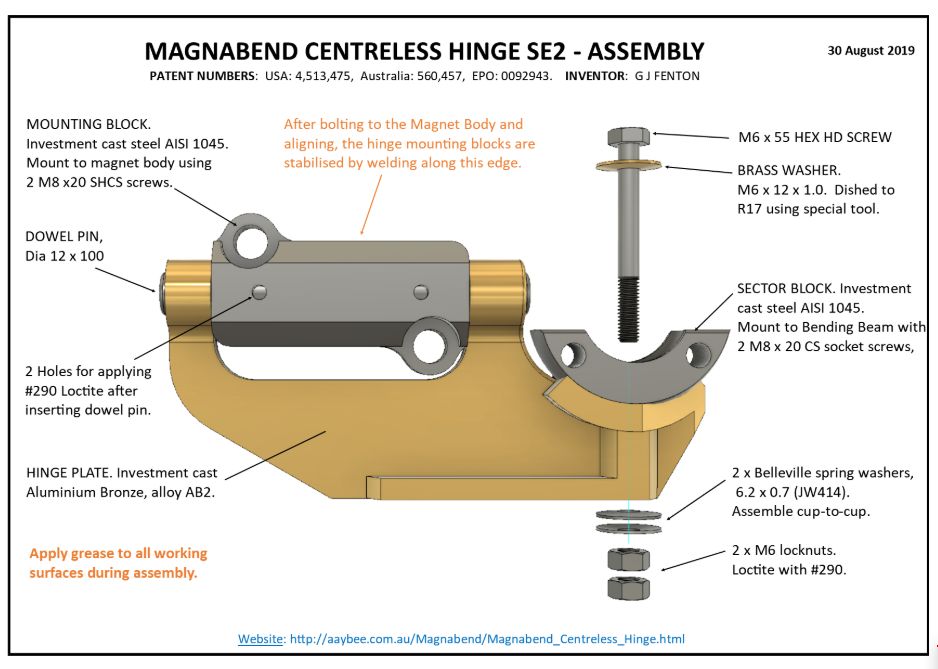
Топса монтажын жана тетиктерин идентификациялоо (180 градуска ийилген нур):
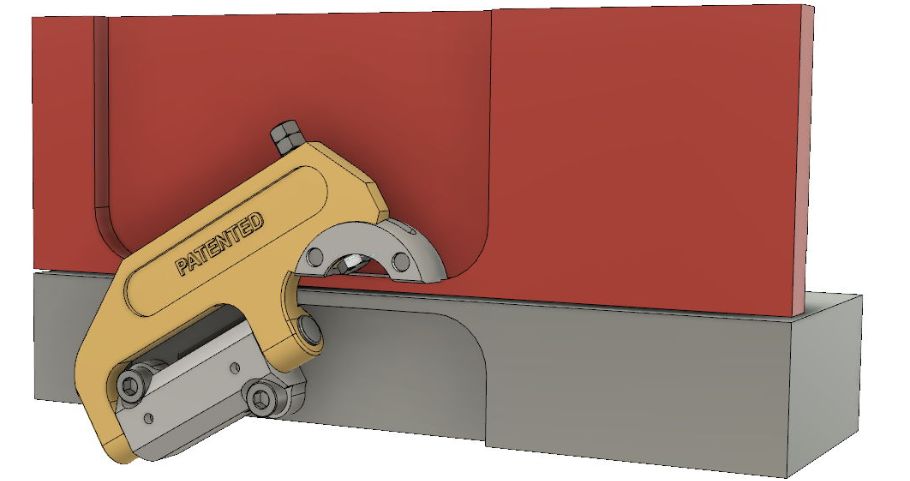
Болжол менен 90 градус абалында ийилген устун менен шарнир:

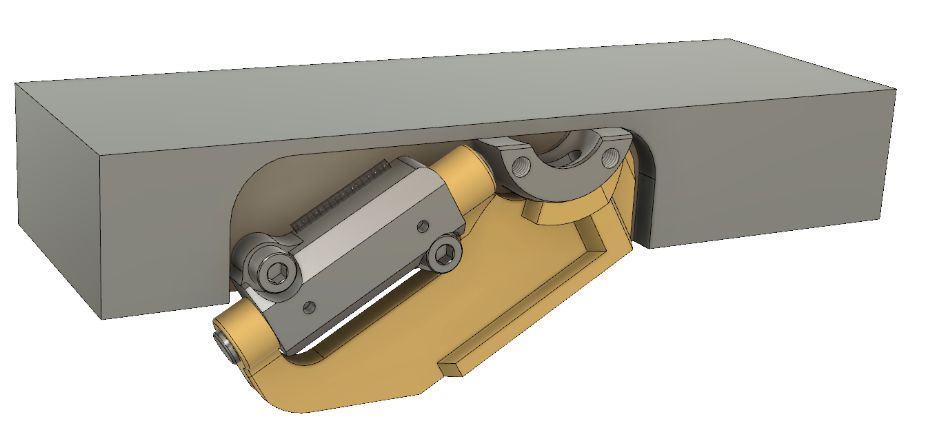
Орнотулган шарнир монтажы -3DMmodels:
Төмөндөгү диаграмма шарнирдин 3-D моделинен алынган.
Төмөнкү "STEP" файлын чыкылдатуу менен: Mounted Hinge Model.step сиз 3D моделин көрө аласыз.
(Төмөнкү Колдонмолор .step файлдарын ачат: AutoCAD, Solidworks, Fusion360, IronCAD же ошол колдонмолор үчүн "көрүүчүдө").
Ачык 3D модели менен бөлүктөрдү каалаган бурчтан карап, деталдарды көрүү үчүн чоңойтуп, же башка бөлүктөрүн дагы даана көрө алуу үчүн кээ бир бөлүктөрүн жок кылсаңыз болот.Сиз ошондой эле бөлүктөрүнүн каалаганында өлчөө жасай аласыз.
Шарнир монтаждоо үчүн өлчөмдөр:
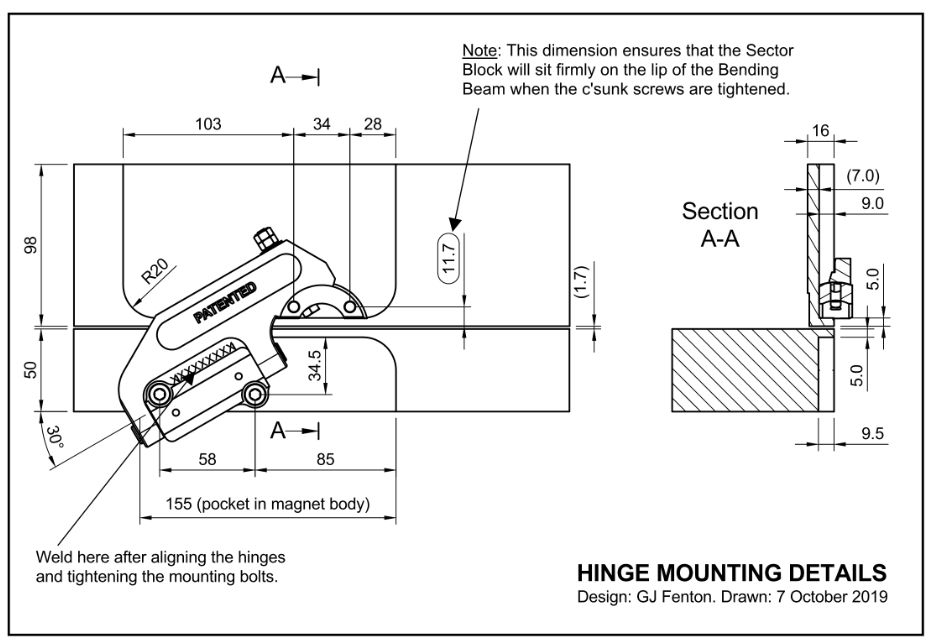
Шарнир монтажы:
Чоңойтулган көрүнүш үчүн чиймени басыңыз.PDF файлы үчүн бул жерди басыңыз: Hinge Assembly.PDF
Детальдуу чиймелер:
Төмөндө камтылган 3D моделдин файлдары (STEP файлдары) 3D басып чыгаруу үчүн же Computer Aided Manufacturing (CAM) үчүн колдонулушу мүмкүн.
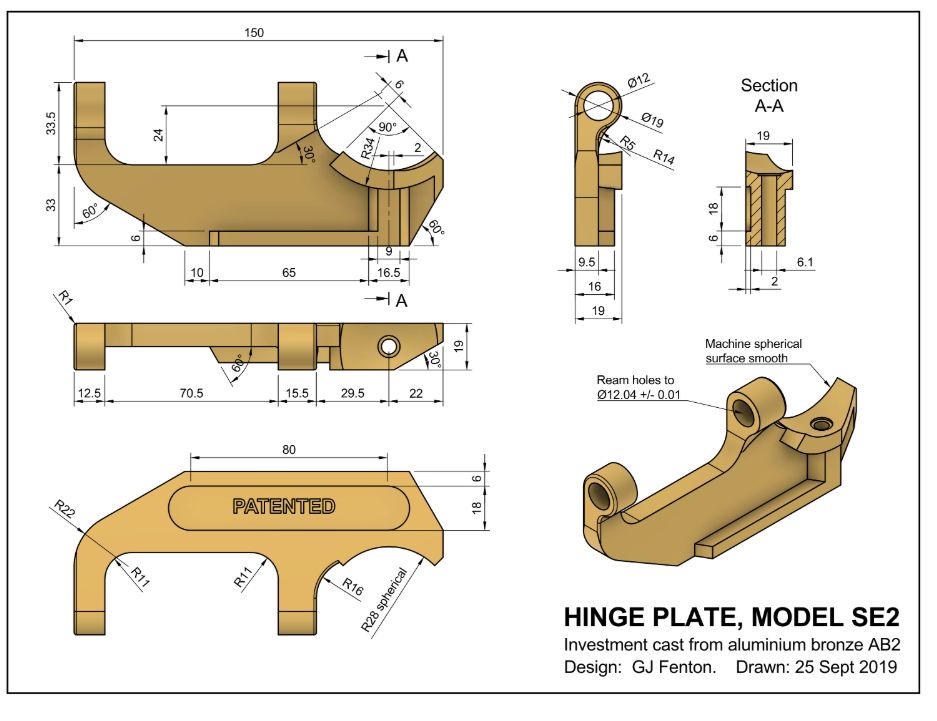
1. Шарнир плитасы:
Чоңойтулган көрүнүш үчүн чиймени басыңыз.PDF файлы үчүн бул жерди басыңыз: Hinge Plate.PDF.3D модели: Илмек пластина.кадам
2. Монтаждоо блогу:
Чоңойтуу үчүн чиймени басыңыз.PDF файлы үчүн бул жерди басыңыз: Mounting_Block-welded.PDF, 3D модели: MountingBlock.step
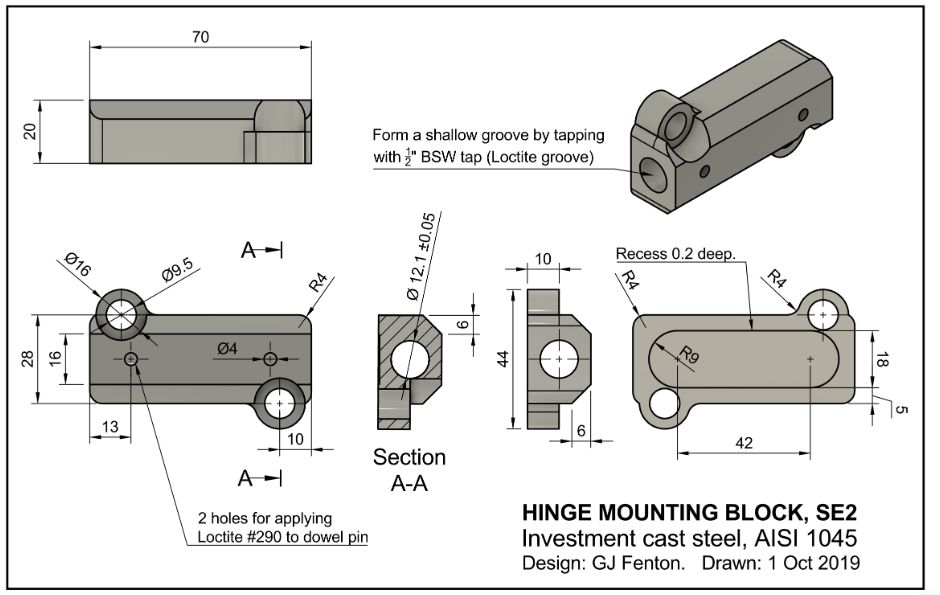
Монтаждоо блогунун материалы AISI-1045 болуп саналат.Бул жогорку көмүртектүү болот, анын жогорку бекемдиги жана шарнир төөнөгүч тешигинин айланасында силкинүүгө каршылык үчүн тандалып алынган.
Бул шарнир монтаждоо блогу акыркы тегиздөөдөн кийин магнит корпусуна ширетүү жолу менен стабилдештирүү үчүн иштелип чыкканын эске алыңыз.
Ошондой эле шарнир төөнөгүчтүн тешигинин ичиндеги тайыз жиптин өзгөчөлүгүнө көңүл буруңуз.Бул жип шарнирди монтаждоо учурунда колдонулуучу Loctite фитилин үчүн каналды камсыз кылат.(Илмек төөнөгүчтөрү, эгерде алар жакшы бекитилбесе, иштөө тенденциясына ээ).
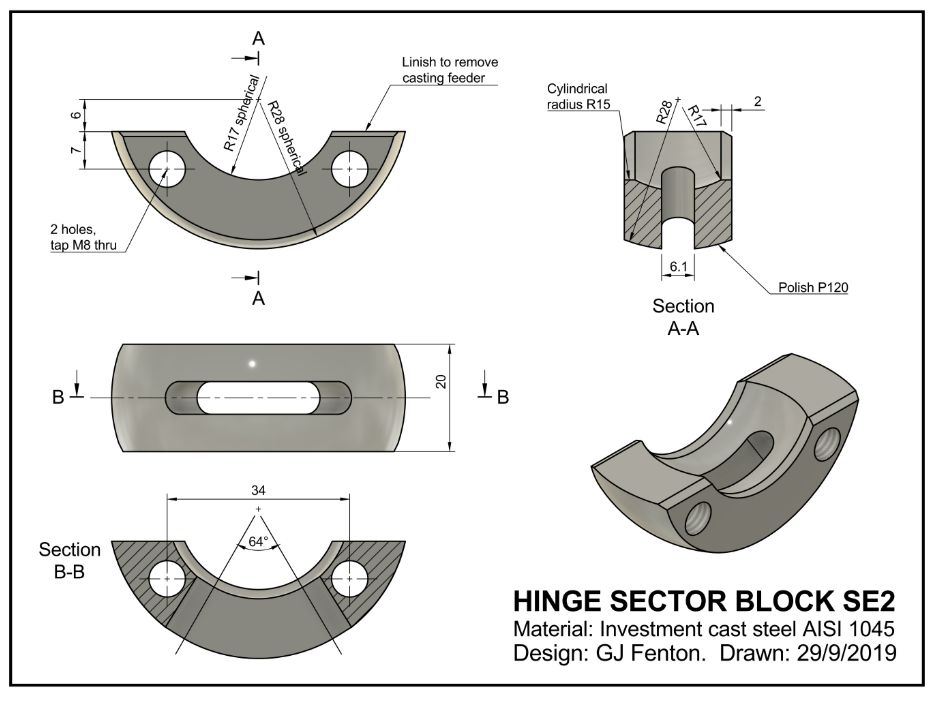
3. Сектор блогу:
Чоңойтулган көрүнүш үчүн чиймени басыңыз.PDF файлы үчүн бул жерди басыңыз: Sector Block.PDF, 3D Cad файлы: SectorBlock.step
4. Илгич пин:
Катуу жана жер тактык болот dowel пин.

БОЛТУЛГАН ИЛНИКТЕР
Жогорудагы чиймелерде жана моделдерде шарнир монтажы ийилүүчү нурга (Сектор блогундагы бурамалар аркылуу) болт менен бекитилет, бирок Магниттик корпуска тиркеме болттоо ЖАНА ширетүүгө таянат.
ширетүү талап кылынбаса, шарнир жыйындысы даярдоо жана орнотуу үчүн ыңгайлуу болмок.
Шарнирди иштеп чыгууда биз локализацияланган жогорку жүктөмдү колдонууда монтаждоо блогу тайып кетпей тургандыгына кепилдик берүү үчүн болттор менен гана жетиштүү сүрүлүүнү ала албасыбызды таптык.
Эскертүү: Болттордун шактары монтаждоо блогунун тайып кетүүсүнө жол бербейт, анткени болттор чоң тешиктерде.Тешиктерди тазалоо кызматтарды жөнгө салуу жана кичинекей так эместиктерди камсыз кылуу үчүн зарыл.
Бирок биз өндүрүш линиялары үчүн иштелип чыккан бир катар адистештирилген Magnabend машиналары үчүн толук болттуу илниктер менен камсыз кылдык.
Бул машиналар үчүн шарнир жүктөрү орточо болгон жана жакшы аныкталган, андыктан болттуу илгичтер жакшы иштеген.
Төмөнкү диаграммада Монтаж блогу (көк түс) төрт M8 болтту кабыл алуу үчүн иштелип чыккан (эки M8 болт плюс ширетүү эмес).
Бул өндүрүш линиясы Magnabend машиналары үчүн колдонулган дизайн болгон.
(Биз негизинен 1990-жылдары ар кандай узундуктагы 400гө жакын адистештирилген машиналарды жасаганбыз).
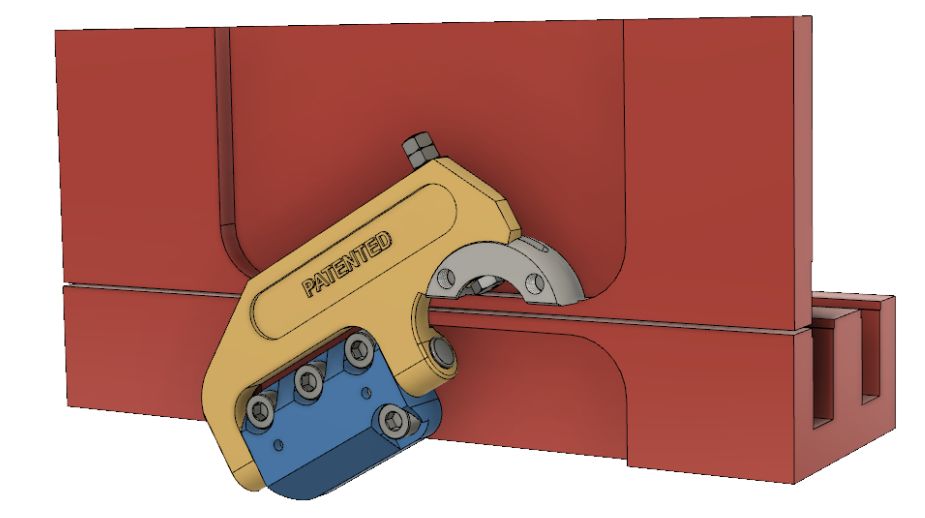
Үстүңкү эки M8 болт магнит корпусунун алдыңкы уюлуна тийип турганын эске алыңыз, анын калыңдыгы 7,5 мм гана шарнир чөнтөгүнүн астындагы аймакта.
Ошентип, бул бурамалар узундугу 16 ммден ашпашы керек (монтаждоо блогунда 9 мм жана магнит корпусунда 7 мм).
Эгерде бурамалар узунураак болсо, анда алар Magnabend катушка тийип калмак, ал эми алар кыскараак болсо, анда жиптин узундугу жетишсиз болмок, башкача айтканда, бурамалар сунушталган чыңалууга (39 Нм) чейин бурулганда жиптер сызылып кетиши мүмкүн.
M10 болттору үчүн монтаждоо блогу:
Монтаждоочу блоктордун тешиктери M10 болтторун кабыл алуу үчүн чоңойтулган жерде биз бир нече сыноолорду жүргүздүк.Бул чоңураак болтторду жогорку чыңалууга чейин (77 Нм) моментке келтирсе болот жана бул монтаждоо блогунун астындагы Loctite №680 менен айкалышып, стандарттуу Magnabend машинасы үчүн монтаждоо блогунун тайып кетишине жол бербөө үчүн жетиштүү сүрүлүүгө алып келди (бүгүлүү үчүн бааланган). 1,6 мм болот).
Бирок, бул дизайн бир аз тактоо жана көбүрөөк сыноону талап кылат.
Төмөнкү диаграммада магнит корпусуна 3 x M10 болт менен орнотулган шарнир көрсөтүлгөн:
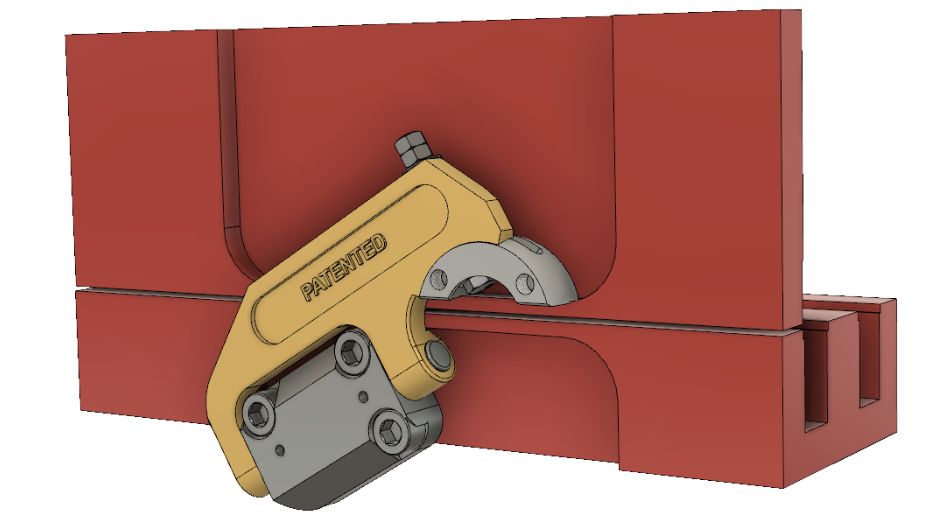
Эгерде кандайдыр бир өндүрүүчү толук болттолгон шарнир жөнүндө көбүрөөк маалымат алгыңыз келсе, анда мени менен байланышыңыз.
Посттун убактысы: 12-окт.2022